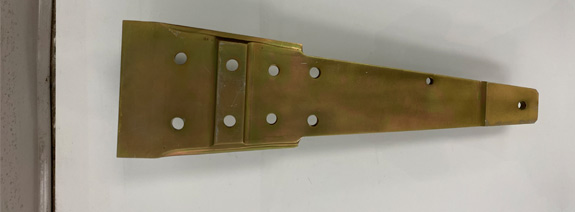
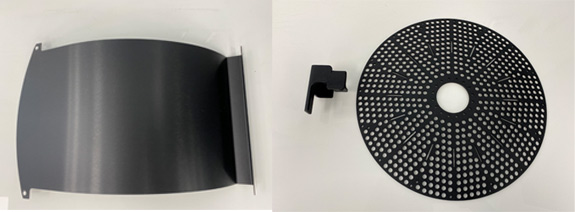
Le placage de zinc implique l’électro-dépôt d’un revêtement mince de zinc métal sur la surface d’un autre objet métallique/métal de base. Le revêtement en zinc est un sacrifice qui empêche la rouille d’atteindre la surface métallique sous-jacente. Le zinc est choisi en raison de sa capacité innée à combattre la corrosion. Le placage de zinc peut être clair (trivalent), jaune (trivalent et hexavalent) et noir. Les pièces peuvent être cuites au four pour éviter l’embrittlement de l’hydrogène. L’épaisseur du placage de zinc peut varier de 0,0001 " à 0,001 " ou selon la demande de nos clients. L’expertise développée au fil des ans en plus des technologies utilisées en constante évolution permet au Groupe Altech de rester une référence pour la qualité du travail et le service offert aux clients.
Olive drab Chromate peut être fait après le placage de zinc à la demande des clients.
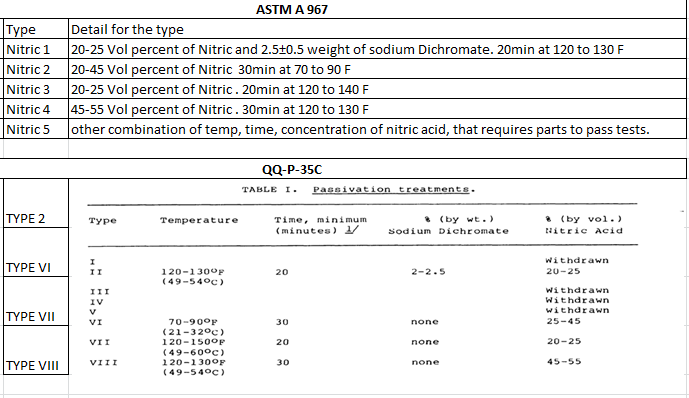
Spécifications: ASTM B633, PPS 6.2.18, ISO 2081, QQ-Z-325 ou comme spécifié par les clients ayant des exigences spécifiques.
Materials that can be zinc plated: Les métaux qui peuvent être plaqué au zinc sont : acier, le laiton et les alliages de zinc
ASTM B 633
| Type I |
Tel que plaqué |
| Type II |
Chromate coloré 96hrs (ROHS Trivalent/Hexavalent Not |
| Type III |
Chromate incolore ROHS 12 hrs |
| Type IV |
Phosphate |
| TypeV |
Passivation incolore ROHS 72hrs,clair HP |
| Type VI |
Passivation colorée 120hrs |
| SC4 |
Très important 0.001″(FE/ZN25) |
| SC3 |
Important 0.0005″(FE/ZN12) |
| SC2 |
Moderé 0.0003″(FE/ZN8) |
| SC1 |
Moyen 0.0002″(FE/ZN5) |