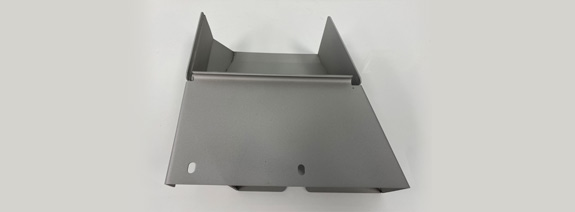
Le sablage peut éliminer la peinture, la rouille et les résidus de l’oxydation des matériaux rapidement et efficacement. Le sablage peut également être utilisé pour modifier l’état de la surface d’un métal, par exemple en enlevant les rayures ou les marques de coulée. Le sablage, comme méthode de nettoyage, est largement utilisé depuis plus de cent ans. Les perles de verre sont des sphères en verre massif. En raison de leur haute résistance, stabilité chimique, expansion thermique limitée, et bonne capacité de flux, ils sont fabriqués à partir de verre incolore à plusieurs fins de l’industrie et largement utilisé pour le sablage afin de donner aux métaux bruts une finition lisse.
Les billes de verre sont des sphères de verre solides. En raison de leur résistance élevée, de leur stabilité chimique, de leur dilatation thermique limitée et de leur bonne capacité d'écoulement, ils sont fabriqués à partir de verre incolore à plusieurs fins industrielles et largement utilisés pour le grenaillage afin de donner aux métaux bruts une finition lisse.
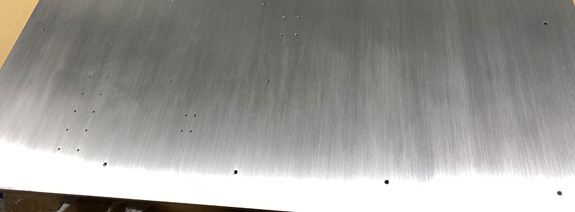
Une surface brossée ou polie de métal a une finition satinée unidirectionnelle. Il est produit en polissant le métal avec une ceinture ou une roue de grain, puis en l’adoucissant avec un composé sans graisse ou une ceinture ou un tampon abrasif moyen non tissé. Les métaux couramment brossés comprennent l’acier inoxydable, l’aluminium et le nickel. Le brossage donne au métal un aspect distinctif car il conserve une partie mais pas la fin de son lustre métallique et reçoit un motif de lignes très fines parallèles à la direction de brossage. Pour cette raison, il est couramment utilisé pour les objets décoratifs. Le masquage est une option avant tout processus de placage. La cuisson post-placage consiste à cuire la pièce immédiatement après le placage. Cela peut inverser les effets de la fragilistion due à l’hydrogène, dans la plupart des cas. Les lignes directrices générales appellent à cuire la pièce pendant quatre heures à une température de 375º F dans l’heure suivant le placage ou selon la demande de nos clients.

 Zinc Plating.
Zinc Plating. Irridite / Alodine
Irridite / Alodine Passivation
Passivation Anodisation
Anodisation OXYDE NOIR
OXYDE NOIR CADMIUM
CADMIUM PHOSPHATE
PHOSPHATE ELECTROLESS NICKEL
ELECTROLESS NICKEL ARGENT
ARGENT ETAIN
ETAIN ZINC NICKEL
ZINC NICKEL CHROMAGE DECORATIF / INDUSTRIEL
CHROMAGE DECORATIF / INDUSTRIEL NICKEL ELECTRO PLAQUÉ
NICKEL ELECTRO PLAQUÉ Plaquage cuivre
Plaquage cuivre ELECTRO – POLISSAGE Nettoyage ultra sonique et nettoyage chimique des métaux SABLAGE / SABLAGE PAR BILLE DE VERRE /BROSSAGE / POLISSAGE / MASQUAGE / CUISSON
ELECTRO – POLISSAGE Nettoyage ultra sonique et nettoyage chimique des métaux SABLAGE / SABLAGE PAR BILLE DE VERRE /BROSSAGE / POLISSAGE / MASQUAGE / CUISSON TEST DE PULVÉRISATION DE SEL / ADHÉRENCE ET TESTS D’ÉPAISSEUR POUR LE PLACAGE PEINTURE LIQUIDE ET EN POUDRE
TEST DE PULVÉRISATION DE SEL / ADHÉRENCE ET TESTS D’ÉPAISSEUR POUR LE PLACAGE PEINTURE LIQUIDE ET EN POUDRE